리한솔루텍
PQ 측정 진단, 노이즈 대책
PQ 측정 진단, 노이즈 대책
PQ 측정과 진단, 노이즈 대책
지도보기
리한솔루텍:
(우14118) 경기도 안양시 동안구 엘에스로 136, SK V1타워 B106호 전화 : 031-388-7874 이메일 : hanjk153@naver.com
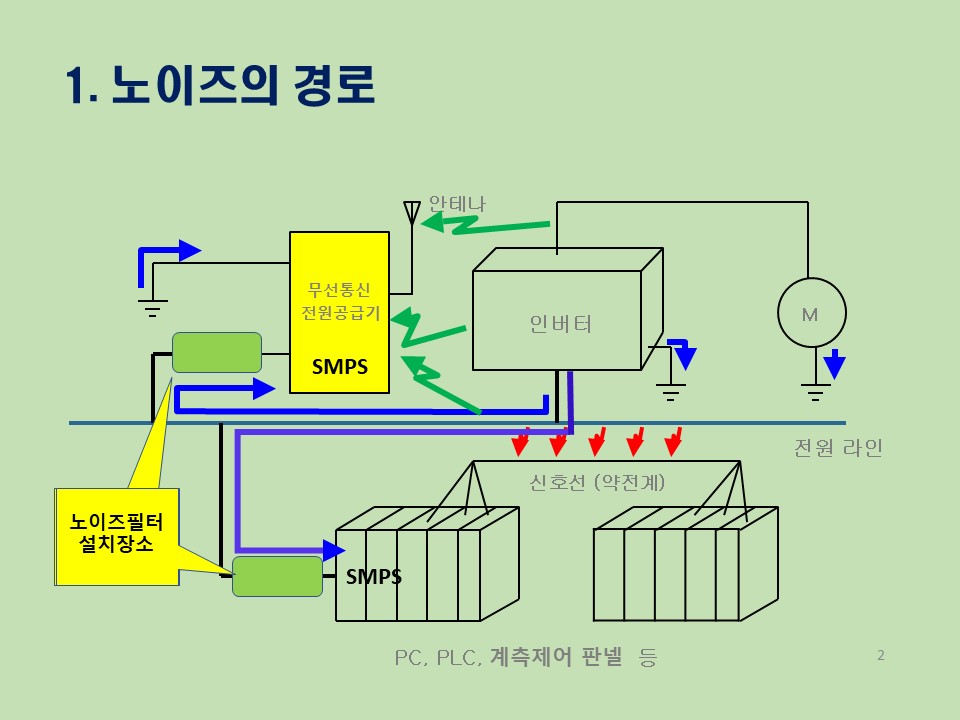
노이즈대책
Sag(순간전압강하) 대책
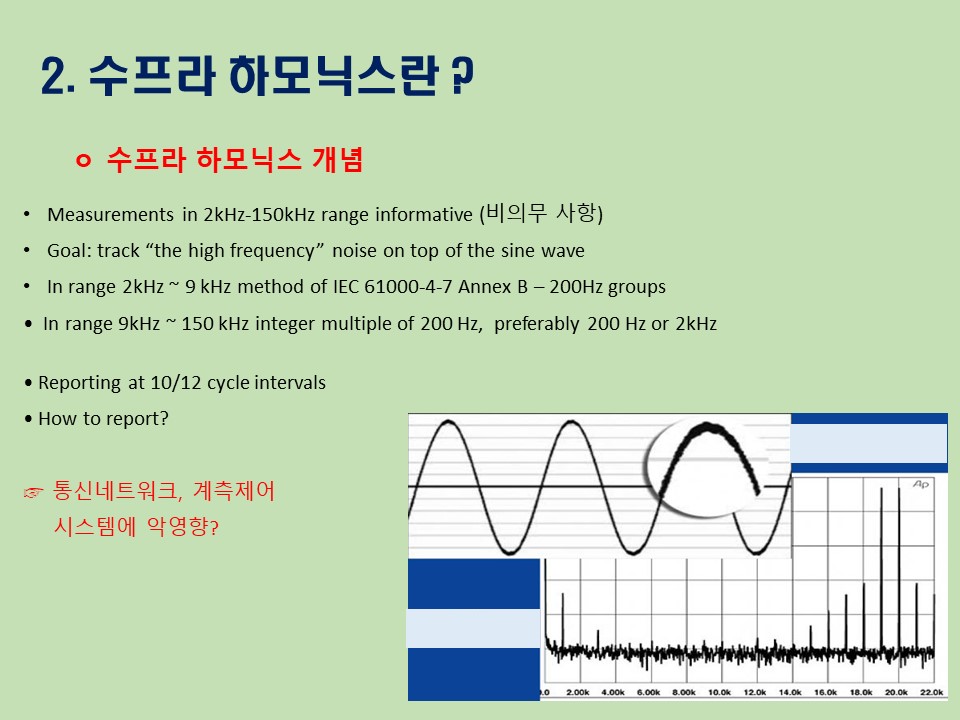
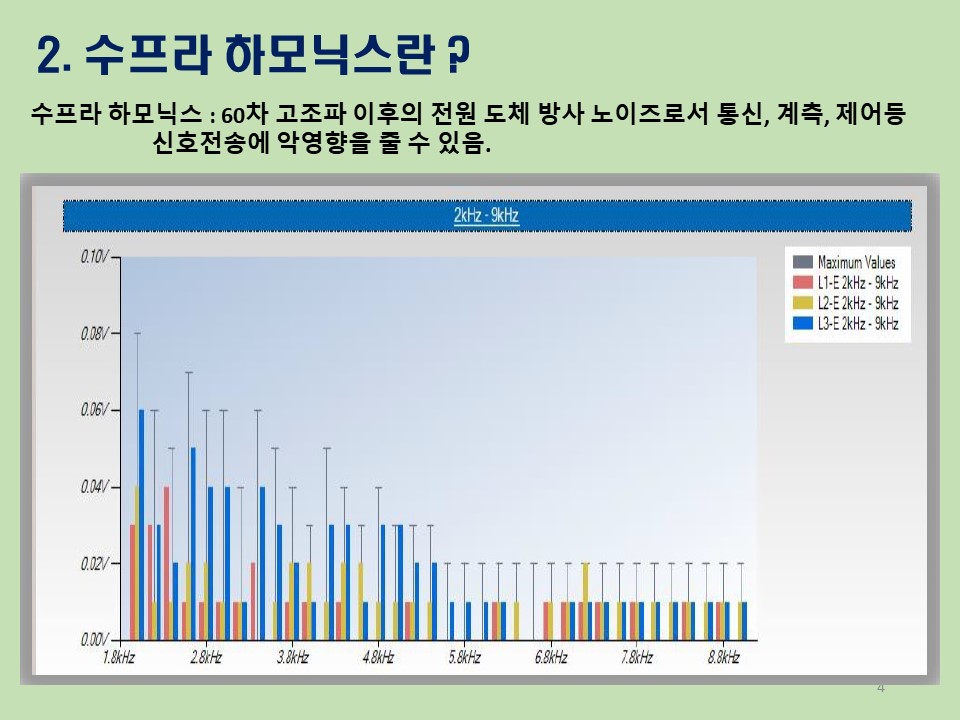
전기품질 측정, 진단 대책
리한 솔루텍 플랫폼 :
https://leehansolutec.net
전기품질 웹 서비스 화면 ( 한국 ) :
http://pqlook.kr
구글 지도
×
새 댓글
전송하기